samples. A typical value for a reference polybutadiene popcorn
growth rate constant is 0.14/d at 45 °C.
The lab generated polybutadiene popcorn serves as a reference
for plant samples under evaluation; their growth rate in styrene is
compared. A plant sample of conventional polybutadiene will have
a growth rate less than the reference sample. A sample tests
positive when its growth rate is equal to or higher than the
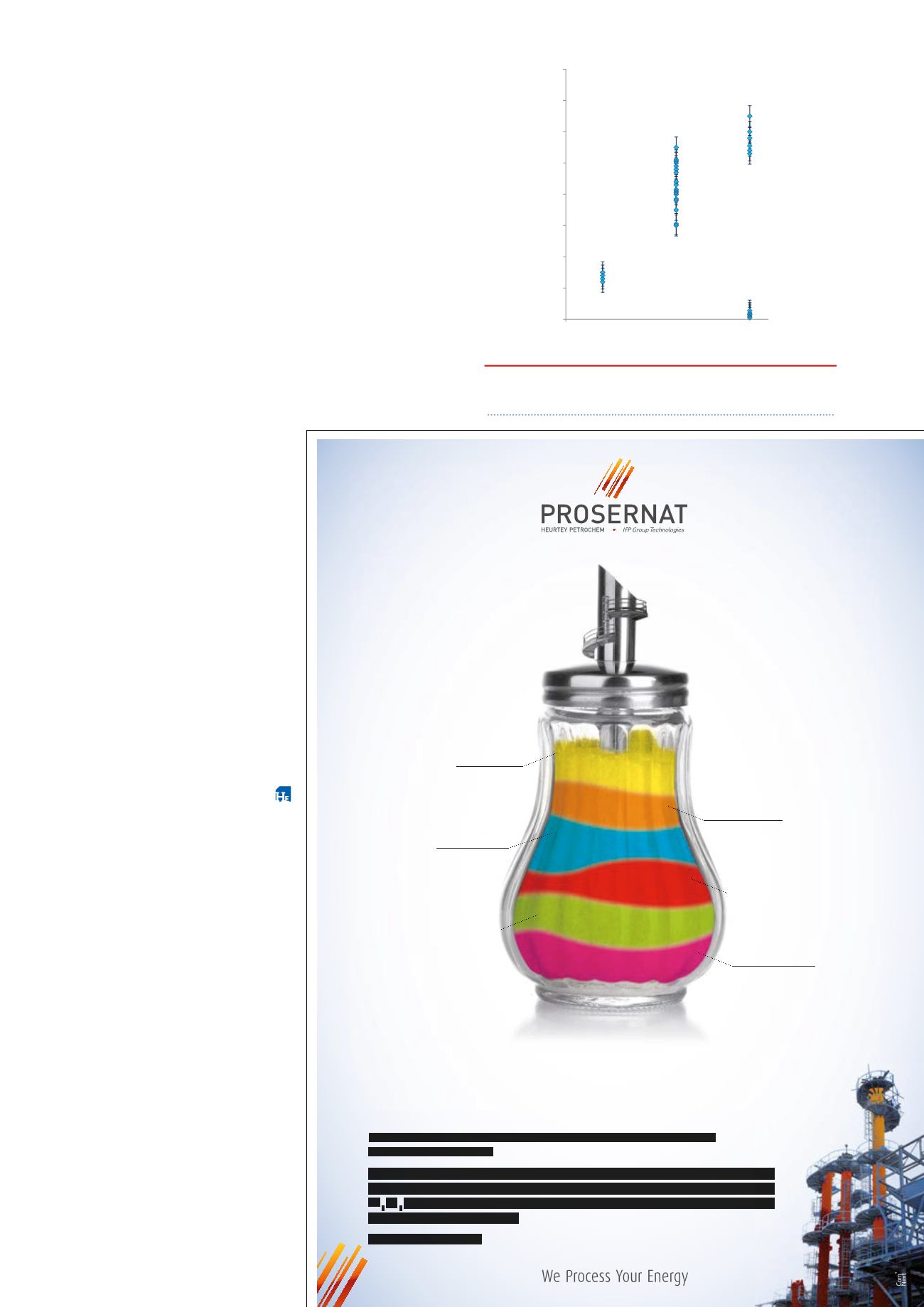
reference popcorn sample. Figure 5 illustrates the results of the SPPT
on a plant sample. In this case the sample exhibited a growth that is
a factor 2 - 3 times higher than the reference. Based on this simple
test, it can be concluded that the plant sample is popcorn.
Oxidation and age will reduce the activity of popcorn, so care
should be taken when collecting and storing samples.
Both techniques described herein have their advantages and
disadvantages. Microscopic techniques evaluate the morphology of
the polymer, but do not provide quantitative information related to
the activity of the sample. Furthermore, there are occasions where
findings are inconclusive, as the interpretation of morphological
features can be subjective. Conversely, the SPPT evaluates popcorn
activity, but the accuracy may be
compromised due to deactivation of
the sample because of ageing and
oxidation. Employing both techniques
is the most informative means to test a
suspicious sample.
Although rare, popcorn fouling
does occur in light ends units in
ethylene plants; the objective of this
work is to raise awareness of the risk in
unexpected locations. The industrial
examples herein challenge the notion
that a high concentration of butadiene
is required for popcorn fouling to
occur. Best practices for popcorn
prevention during butadiene
manufacturing are relevant to minimise
the risk in light ends. Nevertheless, gaps
remain towards elucidation of the
phenomenon of popcorn formation in
areas with low diene concentration.
References
1. COENEN, P., ‘Popcorn Polymer in
Steam Crackers,’ Proceedings of the
2012 European Ethylene Producers
Conference, 2012.
2. COLEMAN, S., ‘Myth: Butadiene
Popcorn Polymer Does Not Form in
Ethylene Plants’ Proceedings of the 20
th
Ethylene Producers Conference, 2008.
3. HANCOCK, J.M., ‘Proliferous
Polymerization: Understanding Popcorn
Polymer Formation,’ Proceedings of
the 2013 European Ethylene Producers
Conference, 2013.
4. Butadiene Popcorn Polymer Resource
Book; International Institute of Synthetic
Rubber Producers, 2005.
5. (a) WELCH, L. M., SWANEY, M. W.,
GLEASON, A.H., BECKWITH, R. K.,
HOWE, R. F., ‘Initiation and Growth of
Butadiene Resinous Polymers’ Ind. Eng.
Chem., 1947, 39 (7), pp. 826 – 829;
(b) BREITENBACH, J. W. ‘Proliferous
polymerisation’ Brit. Poly. J., 1974, 6 (2)
pp. 119 – 131.
6. (a) BREITENBACH, J. W.,
PREISINGER, A., TOMSCHIK, E., ‘Über
Ordnungszustände in ataktischen,
nicht kristallisierenden polymeren’,
Mh. Chem. 1963, 94, (5), pp 807-808
(b)BREITENBACH, J.W.,‘Über mikro-
SweetSulf
TM
Sprex
®
AdvaSulf
TM
AdvAmine
TM
COSWEET
TM
HySWEET
®
50 YEARS OF EXPERIENCE IN GAS SWEETENING AND SULPHUR
RECOVERY PROCESSES
With its unique and complete proprietary technologies portfolio, PROSERNAT
offers optimized solutions to bring on specs any type of gas contaminated with
CO
2
, H
2
S, COS and organic sulphur species, while producing sulphur with the most
stringent emissions standards.
A UNIQUE TASTE OF SWEET FOR YOUR GAS
0
10
20
30
40
50
60
70
80
1.5
Es.mated
Butadiene Concentra.on (%)
DeC2
DeC3
DeC4
(6)
(5)
(19)
(4)
Figure 3.
Light ends popcorn polymer fouling
survey results.


