33
December
2014
HYDROCARBON
ENGINEERING
hydrocarbons/mercaptans, which cause problems in the second
zone of the reaction furnace. As H
2
S concentration increases for
Case 2 - Case 6, the 25% slipstream from the
SRU feed to the tail gas absorber may be reduced as long as
1100 - 1150 °C combustion temperature is achieved in the first zone
of the reaction furnace.
For cost estimate purposes RATE also evaluated whether the tail
gas absorber would be designed with 0.1 mol/mol rich loading instead
of 0.3 and it is obvious that we needed to have much higher solvent
circulation andmuch higher capital cost.
As part of the evaluation, chemical solvent was compared with
hybrid solvent with or without chiller, with or without partial
enrichment which translate 0.1 mol/mol rich loading versus
0.2 - 0.3 mol/mol rich loading as summarised in Table 1.
The tail gas design was selected as a partial enrichment,
using chemical solvent without any cooling water trim cooler
nor chiller and we achieved 80 ppmv of H
2
S in the treated gas
from the tail gas absorber overhead. The evaluation on the tail
gas unit was very comprehensive considering four schemes.
The design of the tail gas was considered in order to
achieve typical 0.1 mol/mol rich loading including processing
the amine acid gas as partial enrichment with or without
chiller. RATE also looked at the design of the tail gas unit to
achieve higher loading 0.3 mol/mol rich loading including
processing the amine acid gas as partial enrichment with or
without chiller.
2400 gpmwas needed if 0.1 mol/mol rich loading with partial
enrichment was used, while 1800 gpmof the solvent circulation with
partial enrichment and both case without the chiller whichmeans
basically the partial enrichment would not add additional cost to the
scheme but also there was a cost reduction due to lower circulation
rate.
The partial enrichment Rich ‘S-MAX’ shows significant
improvement of the sulfur recovery unit as well as reduction cost
compare to conventional tail gas treating design. As part of selecting
the most optimum scheme for this project there are two schemes that
were short listed: these were termed base case and alternate case.
Base case
Figure 3 shows the proprietary design of the reaction furnace where
the acid gas is recycled from the tail unit is preheated before entering
the second zone of the reaction furnace.
Figure 4 shows a typical three stage Claus unit to meet the
requirements of 96% minimum recovery. It is important to
point out the first reactor contains titanium catalyst to improve
the hydrolysis of COS and CS
2
due to high CO
2
content and to
improve the overall sulfur recovery.
However, according to the project specification, the stack
emission should be less than 50 ppmv of SO
2
, it was concluded
that if the chiller is formulated with solvent then the
requirement for 50 ppmv of SO
2
can be met and without the
chiller the caustic scrubber is needed after incineration to meet
the SO
2
emissions limits, as summarised in Table 2.
In the quench system, the water circulation rate could be reduced
from 2300 gpm to 1500 gpmdue to adding a chiller to cool the water
to 37 °C (100 °F). In the amine section of the tail gas unit, the circulation
rate needed to be increased from 1800 gpm to 2500 gpm, tomeet the
H
2
S overhead of 10 ppm even though the chiller was on the lean
amine circuit, more circulation was needed.
The total chiller duty is 35 x 10
6
kcal/hr (140million Btu/hr) with
the 2500 KWchiller system for one train.
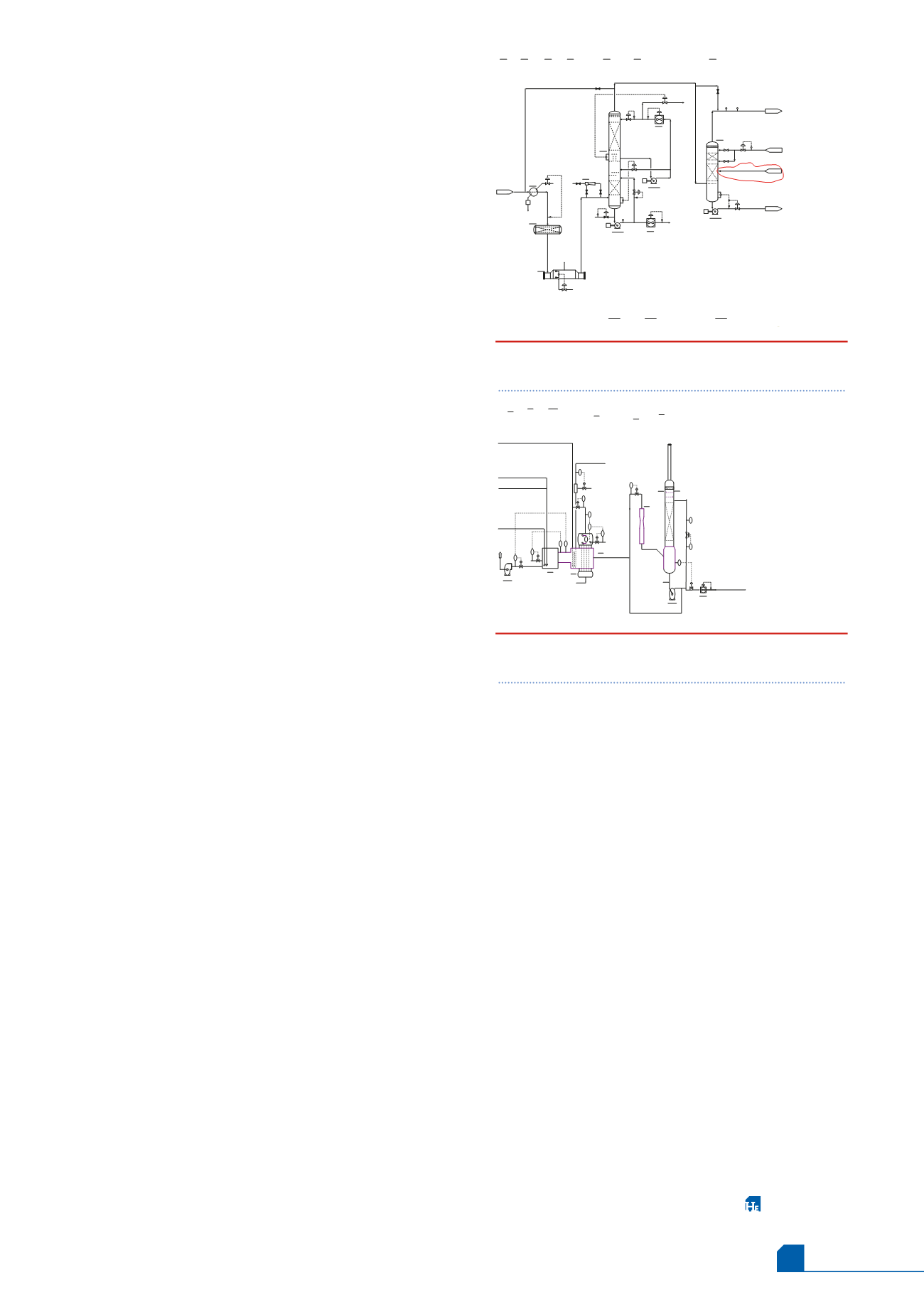
Figure 5 represents the tail gas treating unit which starts with
indirect steam reheater with the low temperature hydrogenation
catalyst, then it is followed by the quench systemwhere the gas is
cooled off and then is routed to the Rich 'S-MAX' absorber. Cooling
is only by air cooler since cooling water would not be effective in
summer. The Rich 'S-MAX' absorber receives the cooled gas from the
quench tower overhead plus up to 25% amine acid gas from the
amine unit.
Figure 6 represents the forced draft incinerator with the
incinerator waste heat boiler to recover the heat for energy
efficiency followed by the venturi scrubber and caustic scrubber
tower, which was designed by RATE. The remaining H
2
S and sulfur
species were directed to incinerator and converted to SO
2
. This
scheme provides zero SO
2
emissions. Caustic is known as the best
absorbent to absorb the SO
2
. The gas leaving the caustic overhead is
H
2
S free, SO
2
free and sulfur free. The bottom of the caustic scrubber
contains sodium bisulfite is cooled and pumped to waste water
treatment.
Conclusion
The innovation scheme of ‘Rich S-MAX’ partial acid gas enrichment is
described based onMDEA based solvent where a portion of the amine
acid gas sulfur recovery is routed to the tail gas absorber and the
recycle gas from the tail gas regenerator is heated prior entering the
second zone of the reaction furnace. In order tomeet the
environmental regulations and emissions forced draft incineration
followed by Caustic scrubber is proposed. The alternate Rich SMAX
will be discussed in the second part of this article.
M
P-202A/B
LC
C-201
FC
R-201
HYDROGENATION
REACTOR
E-204
SPENT
CAUSTIC
COOLER
E-201
TAILGAS
HEATER
E-202
REACTOR
EFFLUENT
COOLER
J-201
TGUSTART-
UPVENT
EJECTOR
C-201
CONTACT
CONDENSER
COLUMN
LC
BFW
MPS
TC
E-202
R-201
SRU-002
LLPS
E-201
MPC
ST NOTE1
TAILGASFROMNO.4
CONDENSER
LPS
J-201
P-202A/B
CONTACT
CONDENSERPUMP
FC
CAUSTIC
MAKE-UP
TGU-003
TGU-002
C-202
AMINE
ABSORBER
C-202
P-203A/B
RICHAMINE
PUMP
M
P-203A/B
TREATEDGASTO
INCINERATOR
LEANAMINEFROM
REGENERATOR
RICHAMINETO
REGENERATOR
FC
LC
FC
AI (
H
2
)
AI (
H
2
S)
E-204
SRUFEEDACIDGAS
pH
FC
M
P-201A/B
TC
SPENT
CAUSTIC
E-203
TC
LC
SOUR
WATER
P-201A/B
DESUPERHEATER
PUMP
Figure 5.
Tail gas unit Rich 'S-Max' and
hydrogenation scheme.
TREATEDGAS
FROM
ABSORBER
H-201
INCINERATOR
H-202
INCINERATOR
STACK
FC
FUEL
GAS
TC
H-201
B-202A/B
FC
AI
O
2
BLOWDOWN
FC
HPBFW
LC
PC
FI
FY
TC
HPBFW
HPSTEAMFROM
REACTIONFURNACE
WASTEHEATBOILER
SUPERHEATED
HPSTEAM
E-210
E-210/211
INCINERATOR
WASTEHEAT
BOILERAND
SUPERHEATER
TAILGASFROMSRU
MAKE-UP
CAUSTIC
LC
P-209A/B
C-204
FC
FC
SPENT
CAUSTIC
pH
AI
X-201
MAKE-UP
WATER
C-204
CAUSTIC
SCRUBBER
E-209
SPENT
CAUSTIC
COOLER
FROMDEHYDRATION
UNIT
E-209
TC
E-211
X-201
VENTURI
SCRUBBER
Figure 6.
Forced draft incineration with caustic
scrubber.


