42 |
OilfieldTechnology
February
2014
Coiled tubinghas traditionallybeenused forwell intervention
operations. The tubingcanbe run intoawell throughpressure
control equipmentwithouthaving tokill thewell.Once in the
well, the tubingcanbeused toperformawide rangeofoperations
suchas removingsand fill from thewellbottom, removingscale
buildup from the tubingandcasing, injectingacid tostimulate
theproducing formation, or conveyinga rangeof tools for logging,
fishingorperforating. Theability topush the tubingofferssignificant
advantagesoverother interventionmethods, particularly in
horizontalwells.
In the last fewyears therehavebeensignificant changes in
coiled tubingoperations. Thishasprimarilybeendrivenby the rapid
adoptionofmulti‑stage fracturing in longhorizontalwells for shaleoil
andgascompletions.Rather thanan intervention tool, coiled tubing
isusedaspartof thecompletionprocess, typicallyperforating the
toeof thewell, thenmillingzonal isolationplugsused in fracturing
and finallycleaningdebris from thewellbore.Relative to traditional
interventionwork, thishas requiredusinghigher strengthcoiled
tubing, larger tubediametersandhigherpumpingpressureswhile
employing relativelysmall reels tosatisfy transportation logistics.
Whenused foreitherwell interventionor completion, the tubing
iscontinuouslybentandstraightenedas it comesoff the reel, travels
over theguidearch, passes through the injectorandenters thewell,
shown inFigure1. Theaxial strain induced in the tube frombending
andstraighteningexceeds theelastic limitof thesteel, resulting
inplasticdeformationand low‑cycle fatiguedamage. Transverse
stress isalsocreatedby internal fluidpressure. The transversestress
multiplies theseverityof low‑cycle fatiguedamage. The fatigue
damage iscumulativeandcaneventually lead to failureof the tube.
Computermodels, inconjunctionwithdataacquisitionsystems,
monitor theprogressof the fatiguedamage toallow the tube tobe
removed fromservicebefore failure.
Well completionoperationscreatestressandstrain levels in
the tubing thataresignificantlygreater than thoseexperienced
in interventionoperations. Theseextremeoperatingconditions
have identifiedperformance limitationsof thecoiled tubingas it
iscurrentlymanufactured.One limitation is theyieldstrengthof
currentlyavailable tubegrades. Another limitation is the reduced
fatigue lifeof thebiaswelds relative toadjacentbase tube,
particularly inhighstrengthgrade tubes. A third limitation is the
resistance tosulfidestresscracking (SSC),whichgenerallydegrades
as thestrengthof the tube increases. Theobjectiveof thisprojectwas
toprovideahigher strength tubewithbetterbiasweldperformance
andSSC resistance. This requireddevelopinga fullmetallurgical
understandingof thecurrentmanufacturingprocess inorder to
identify improvements.
Coiled tubing isproduced ingrades ranging from70ksi (CT‑70)
to110ksi (CT‑110)minimumyieldstrength,withadesire tomove
up into the130ksi range. The finalpropertiesof the tubeare
predominantlydeterminedby thepropertiesof thehot‑rolledstrips
incorporated in the tube. Thesteel strippropertiesaremodified
slightlyby thecoldwork introducedduring formingand laterbya
full‑bodysub‑critical heat treatment to reducecoldworkstress. In
general, themicrostructure, processingconditionsat thehot rolling
mill andminimumyieldstrengthof thestripare thoseshown in
Table1.
Thepropertiesof thestriparecreatedat thehot‑rollingmillbya
thermo‑mechanical controlledprocess (TMCP) thatusesprecipitates
topromotegrain refinementand increasestrength. Titanium
nitrides (TiN)precipitatesare formed that limit thegraingrowth
inslabsat the reheating furnace.Deformation inducedniobium
carbide (NbC)precipitatesdelay recrystallisationduringhot rolling
inorder topromote refinementupon transformation in the runout
tableandcoiler.Niobiumandvanadiumcarbides (NbCandVC) can
increasestrengthby fineparticledispersionhardening. The resulting
microstructure isvery refined, combiningelevatedmechanical
propertieswithacceptable toughness.
During theweldingprocess thebiasweldandseamweld
aresubjected tohigh temperatures that locallydamage the
microstructureof thehot‑rolledsteel inareasknownasheataffected
zone (HAZ). Thecurrentpostweldheat treatment (PWHT)of the
biasweldandannealingof theseamweldareaimedat reducing the
metallurgicaldamagecausedbywelding.However, the increasing
complexity required toproducehigh‑strengthhot rolledstriphas
eliminated thepossibilityof regenerating theoriginalmicrostructure
andproperties in theHAZareas.
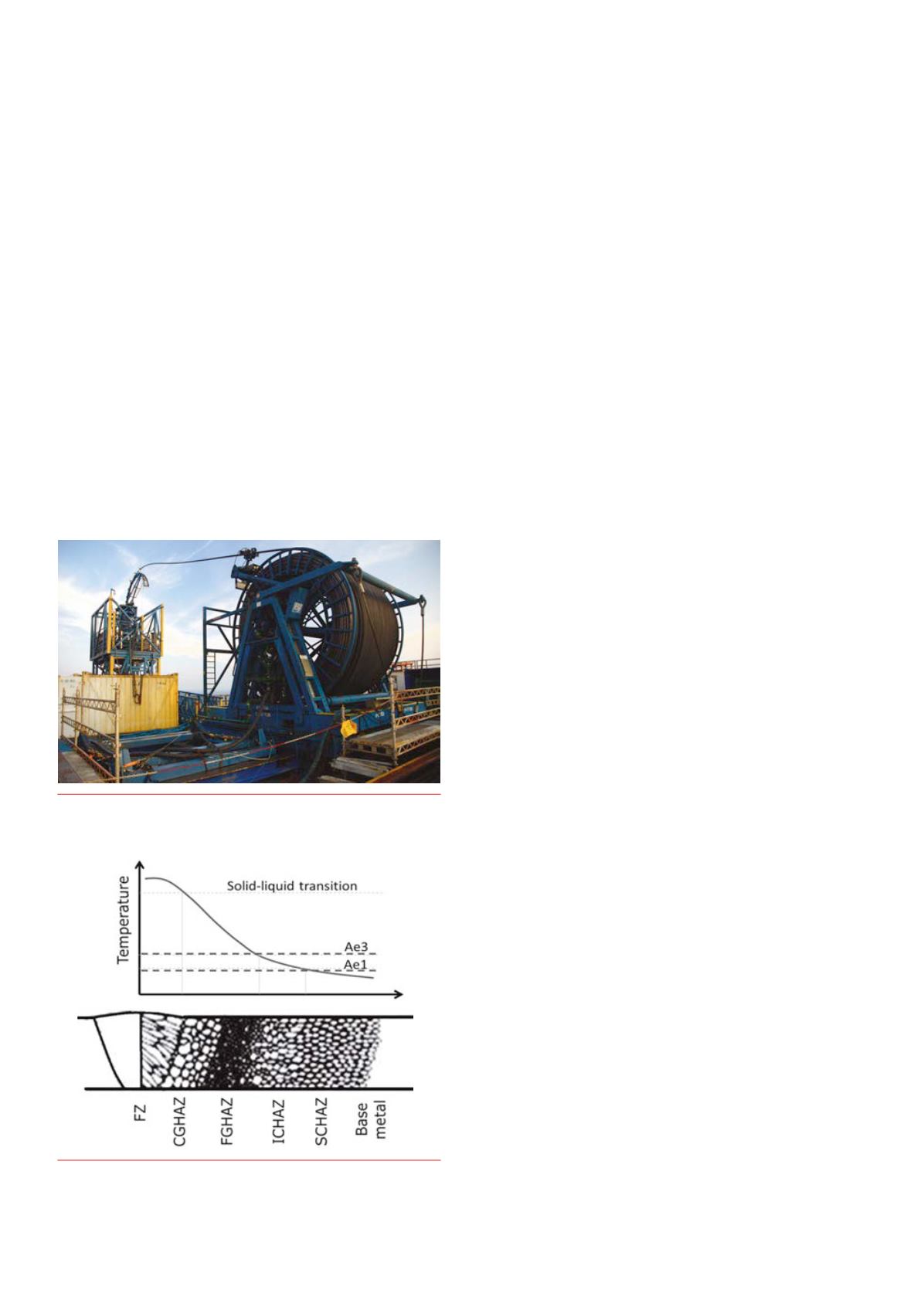
Thebiasweld isusuallyperformedbyplasmaarcwelding.
Temperatures reachedduring theweldingprocessexceed1500˚C
(2730˚F) in the fusionzone. The finalweldstructure iscomposedof
at least sixdifferentareasclassifiedasa functionof themaximum
temperatureattained (Figure2):
``
Fusion zone (FZ): is theareawhere fusionof basemetal and
mixingwithweldmaterial occur.
``
CoarsegrainHAZ (CGHAZ): is thebasemetal areaexposed to
temperatureshigher than theupper transformation temperature
(Ae3) andclose to themeltingpoint.
Figure2.
Schematicdiagramoftheheataffectedzone(HAZ)with
itsdifferentregionsclassifiedasafunctionofmaximumtemperature
attained.
Figure1.
Atypical ladbasedcoiledtubingoperation.Lowcyclefatigue
occursatthespoolandguidearch.


