46 |
OilfieldTechnology
February
2014
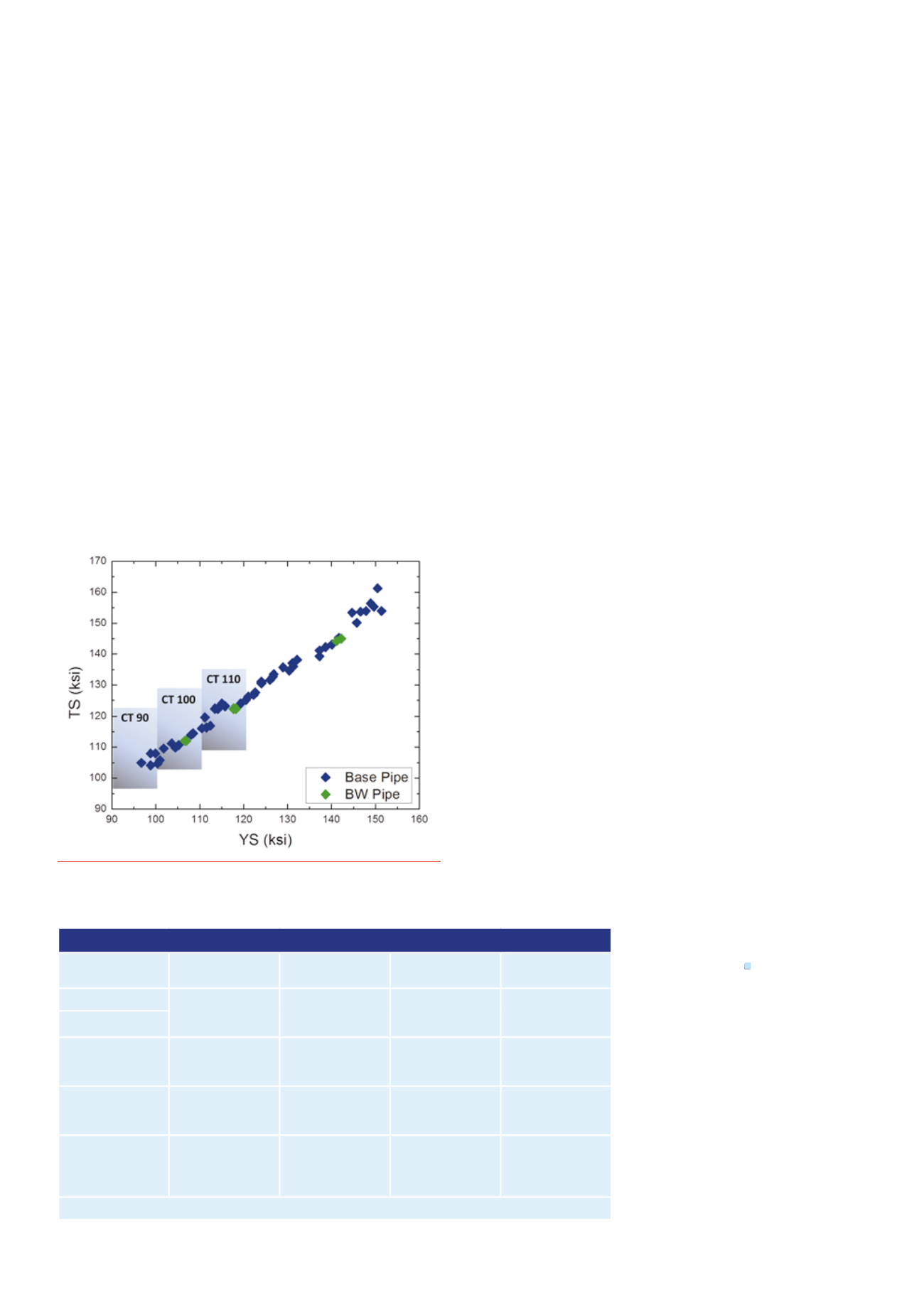
producedby thenewprocess for a rangeof parameters. This
figure shows that thenewprocess is capableof producingawide
rangeof tubegrades (basedon YS) expanding theproduct range
far beyond current CT‑110. Figure6also shows that thebias
weldandbasemetal have identical YS. Another featureof the
newprocess is themechanical properties aremore consistent
along the full lengthof the tube. This isbecause the tube
mechanical properties are created ina singleprocess, whereas
the current processprimarily relies onmultiple individual strip
properties.
Laboratory fatigue testswereperformedonbothbase tube
andbiasweld samples of a 125 ksi grade of tubingmanufactured
with the newprocess. Fatigue testswereperformed at different
internal pressures anddifferent bending radii so that awide
range of transverse stress and axial strainwere covered. From
this data anumericalmodel was developed so the fatigue life
canbemonitored in service. In the 125 ksi grade the ratioof
biasweld fatigue life tobase tube fatigue life exceeds 80%. This
relativeperformance compares favourably to results reported in
the literature
4
for a coiled tubing of 130 ksi gradeproducedby
the currentmanufacturingprocess, whichwas 46% in average. In
110 ksi grade tubesmanufacturedwith the newprocess this ratio
achieved 100%,meaning thebase tube andbiasweldhave equal
fatigue life.
Thenewprocesseliminateshardenedareas introduced
aroundwelds (ERWandbiasweld) anddislocations introduced
duringpipecold forming,while thecarbidesare smaller and
isolated incomparisonwith the typical pearlite/bainite long
brittlecarbides. This shouldpositively impact SSC resistance
sincematerial performance inH2Scontainingenvironments
is related to thecombinedeffectsof corrosiveenvironments,
presenceof traps (e.g. dislocations) that could locally increase
hydrogenconcentration, aswell as thepresenceof brittleareas,
inwhichcracks couldeasilypropagate.
CT‑80 tube samplesproducedby current process and the
newprocesswereevaluatedusingNACETM0177methodC
(C‑ring). In the caseof the standardprocess tubeall three
specimens failed. On theother hand, the three samples
corresponding to thenewprocesspassed the test. Additional
SSC tests havebeenperformedonnewprocess tubes up to
125ksi and comparedwith current process tubes. Ingeneral,
thereappears tobeat least a20ksi increase inSSC resistance
with thenewprocess. That is, if a tubeproducedby the current
processpasses aSSC test inagivenenvironment, thana tube
witha20ksi greater YS that isproducedby thenewprocess
wouldbe capableof passing the same test.
Laboratory testinghasestablished that theobjectivesof
developinghigher strengthcoiled tubingwithbetterbiasweld
performanceandSSC resistance, havebeen realised. Field trials
wereperformed todetermine theoperational characteristicsof
using thenew tubeand toconfirm theperformance improvements.
Astringof 2 in. diameter tubewithaminimum125ksi YSwas
deployedoncoiled tubing thatnormallyuses90ksi grade tubing.
Nospecialmethodswereneeded tocut the tubeor feed it into the
injector. TheBOPshearseasilycut the tube. Standardbottomhole
assemblyconnectorswereappliedandsuccessfully load tested.
The tubewas then repeatedly run intoandoutof thewell until
fatigue failureoccurred. Thisconfirmeda50% increase in fatigue
lifeanda50% reductionofdiametral growthcompared toa110ksi
grade tubemadeby thecurrentprocess. Subsequentoperations
include the first commercial useof thenew tube tomill zonal
isolationplugs followingmulti‑stage fracturingof awell insouth
Texas (Figure1).
In response to the limitations incoiled tubing thathavebeen
identified inhighstressandstrainoperations required in long
horizontalwells forshaleoilandgascompletions,Tenarishas
developedanewmanufacturingprocess thatproducesmuchmore
homogeneousmetallurgicalandmechanicalproperties throughout
theentire lengthof the tube.Thishas resulted in improvements in
biasweld fatigue lifeandSSC resistance,
whileallowing theproductionof tube
yieldstrengthabove those thatare
presentlyavailable.
References
1. T. Gladman, ‘Thephysicalmetallurgy
ofmicroalloyed steels’, The Instituteof
Materials (1997).
2. H.K.D.H. BhadeshiaandR.W.K.
Honeycombe, ‘Steels,Microstructuresand
Properties’,
3
rd
edition (2006).
3. W.C. Jeong, D.K.MatlockandG. Krauss,
Mater. Sci. andEngineeringA165, (1993),
pp. 1 ‑ 8.
4. J. Faszold, R. Rosine, R. Spoering,
‘Full‑ScaleFatigueTestingwith130KYield
Tubing’, SPE153945, paperpresented
at theSPE/ICoTACoiledTubing&Well
InterventionConferenceandExhibition,
TheWoodlands, Texas,USA (2012).
Table1. Typical precipitatesused forproductionof differentgradesof hot rolled strip for coil tubing
CTGrade
Activeprecipitates Process
requirements
Resulting
microstructure
Hot rolled stripYS
70
Cementite+TiN
Thermomechanical
controlledprocess
(TMCP)
Ferriteandpearlite ≈60ksimin
80
90
Cementite+TiN
+NbC
TMCO+accelerated
cooling (AC)
Ferriteandpearlite
withcarbides in
grainboundaries
≈70ksimin
110
Cementite+TiN
+NbC
TMCP+AC+ low
cooling temperature
Ferritematrixwith
carbides ingrain
boundaries
≈90ksimin
130
Cementite+TiN
+NbC
TMCP+AC+ low
coiling temperature
Ferritematrix
withcarbides in
grainboundaries+
bainite
≈110ksimin
Also includedare themicrostructures, process requirementsand resultingminimummechanical properties.
Figure6.
Tensiletestpropertiesforcoiledtubingsamplesproducedby
newprocess.Basemetalandbiasweldpropertiesareshown.


