62
LNG
INDUSTRY
SEPTEMBER
2014
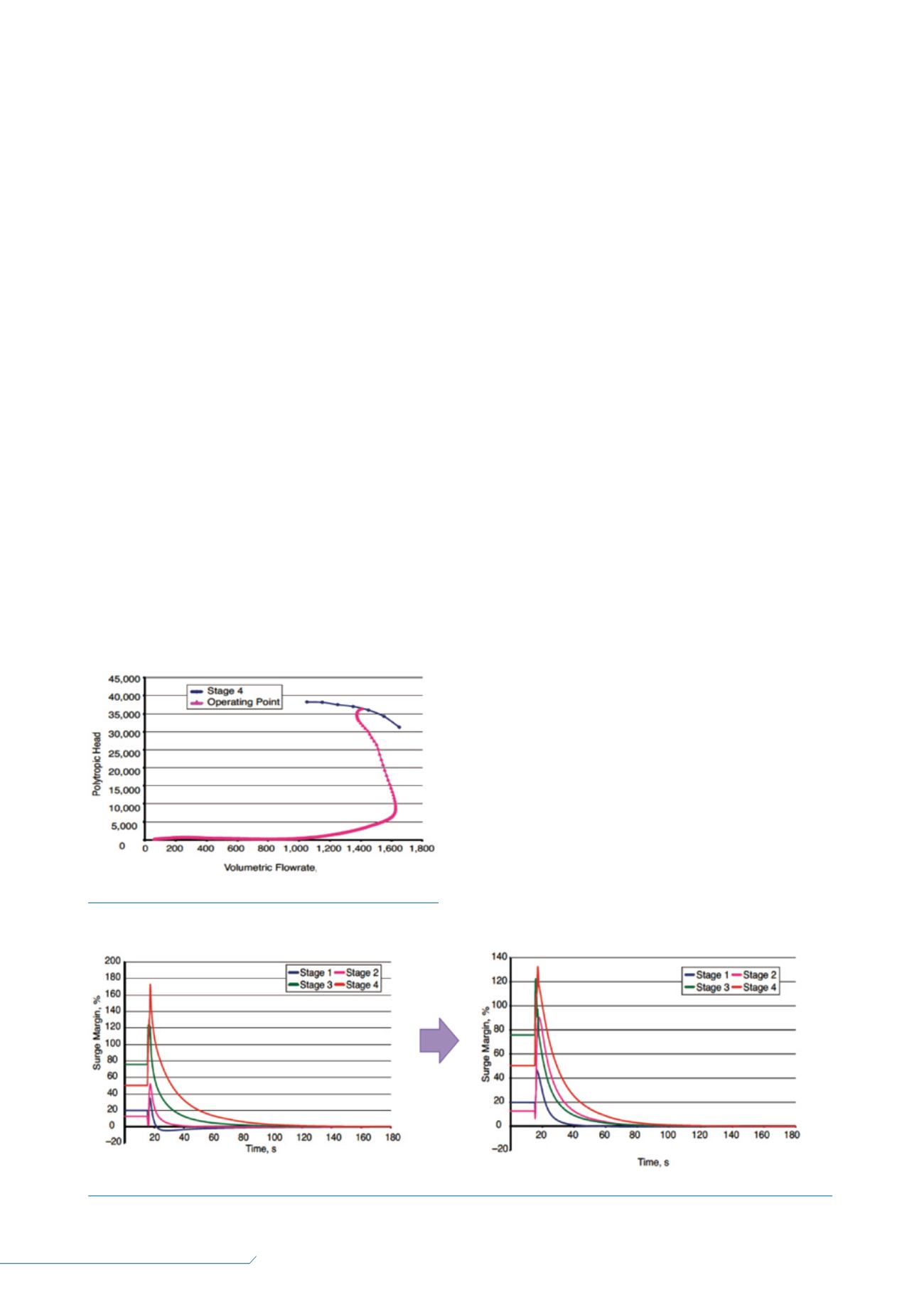
showed that adding a hot-gas bypass around the first two stages
of compression would enable the compressor to move out of
surge (see Figure 2).
Imagine the cost of researching and solving compressor surge
issues on a machine in real time: every time a compressor moves
into surge, the risks of equipment damage are significant. Using
simulation, this plant was able to perform research and add a
hot-gas bypass in early design stages when changes could be
made with minimum cost and risk.
Dynamic simulation also helped reduce power consumption
costs and improve efficiency by allowing engineers to test
compressor size and selection against actual process requirements.
This ensured optimum recycle flow rate under normal operating
conditions. In pre-FAT stages, running the actual control code
integrated with a dynamic simulation model made it easier and
less expensive to debug and improve control programmes.
Save time
After looking at even one instance of dynamic simulation in
action, it is easy to see how it saves time. For example, in a factory
acceptance test (FAT), the integration of dynamic simulation and
turbomachinery control programmes allows for detailed testing
of the actual control programme logic and sequencing. Having
a relatively clean and tested control code ready before the FAT
saves critical time during the test. During site acceptance testing
(SAT), changes to the control programme can be tested against
the model and corrections can be made prior to going live on a real
system, thereby saving time on commissioning.
Traditionally, tuning of proportional-integral-derivative (PID)
controllers is performed in the plant after start-up. However, at that
point, any undesirable response could cause compressor surge and
risk the safety of operators and machinery. With dynamic
simulation, tuning of PID controllers and step changes is performed
in the virtual plant before commissioning. Tests are performed in a
risk-free environment and generally only fine-tuning is required
after start-up.
In an olefins plant in the US, dynamic simulation was used to
evaluate the best control strategy for the four-stage steam turbine
driven ethane recycle compressor. Simulation allowed the plant
engineers to determine the value of decoupling between the
kickback valve and the inlet guide vanes (IGV). Because the plant
was able to test surge control and speed control responses via
simulation, the compressor start-up went smoothly and
commissioning was reduced by three days.
Improve safety
Evidence shows that implementing a tested, well-designed and
well-tuned controller can dramatically reduce the potential for
unsafe scenarios. However, one of the key ways that simulation
enhances plant safety is in its ability to train operators. In a
workplace where small mistakes can have heavy consequences, it
is imperative for operators to respond correctly and immediately.
The value of simulation can be seen in many fields where there is
next to no room for error, e.g. in space flight, astronauts undergo
rigorous virtual training so that their real-time execution will be
flawless because they have worked through all possible scenarios
in simulators.
In the US olefins plant, the same dynamic simulation models
that facilitate design and implementation phases will continue to
pay off in operator training. An integrated turbomachinery dynamic
simulation model can be used to conduct operator training
throughout the whole process, before, during and after start-up.
Experiencing simulated malfunctions and results prepares
operators to make safer decisions with actual equipment.
In a report entitled ‘Why we need a better approach to
procedural automation’, Larry O’Brien claims that training can
reduce the time it takes for an operator to progress in competency
by 30 - 50%.
1
Using simulation, operators prepare for emergencies
under real-world conditions, learning how to avoid upsets and
shutdowns. O’Brien estimates that operational error contributes to
over US$ 80million in loss per accident. His research shows that it
causes greater expense than natural hazards, process upsets,
mechanical failure, and sabotage/arson. The other loss factor he
cites is design error, which can also be improved early on via
dynamic simulation.
Figure 2.
Hot-gas bypass solution. Note: a negative surge margin (above) indicates that the compressor is in surge.
Figure 1.
Equipment sizing and selection.


